એક્રેલિક લેન્સ, PMMA પ્લાસ્ટિક લેન્સ.


લેન્સ પરિચય:
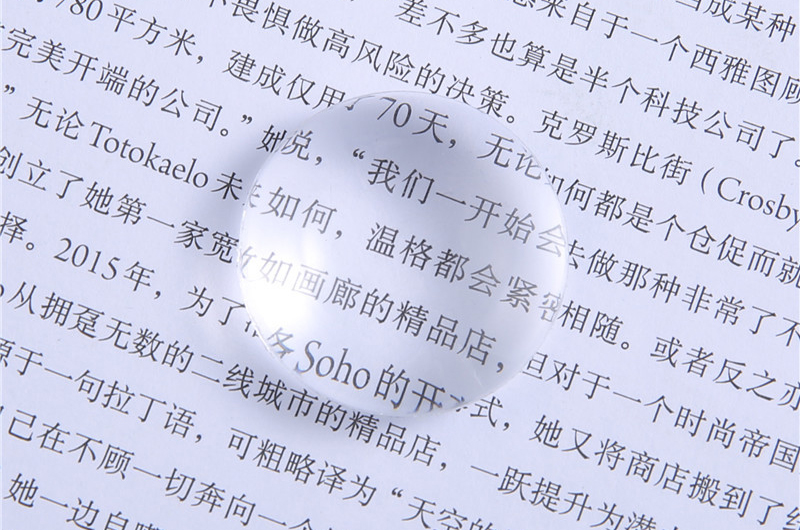
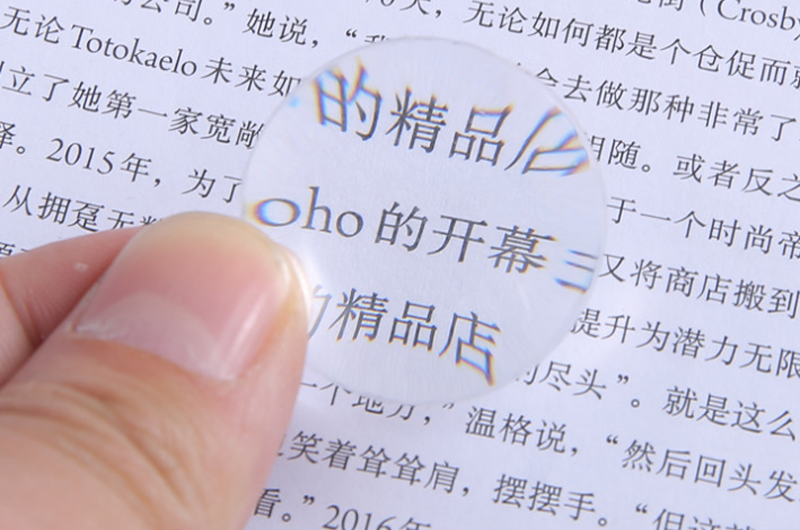
એક્રેલિક લેન્સની બેઝ પ્લેટ PMMA ની બનેલી હોય છે, જેને હોંગકોંગ અને તાઈવાનમાં લોકો પ્રેસ્ડ એક્રેલિક લેન્સ પણ કહે છે.એક્રેલિક લેન્સ બહિષ્કૃત એક્રેલિક પ્લેટનો સંદર્ભ આપે છે.ઓપ્ટિકલ ગ્રેડ ઇલેક્ટ્રોપ્લેટિંગ હાંસલ કરવા માટે, બેઝ પ્લેટ વેક્યુમ કોટિંગ પછી મિરર ઇફેક્ટ બનાવશે.પ્લાસ્ટિક લેન્સનો ઉપયોગ કાચના લેન્સને બદલવા માટે થાય છે, જેનું વજન ઓછું હોય છે, તોડવામાં સરળ નથી, અનુકૂળ મોલ્ડિંગ અને પ્રોસેસિંગ, સરળ કલરિંગ વગેરેના ફાયદા છે, વિકાસની ગતિ દિવસેને દિવસે વધી રહી છે, અને તે એક પ્રકારની ટેકનોલોજી બની ગઈ છે. લેન્સ ઉત્પાદનમાં.પ્લાસ્ટિક પ્લેટો સામાન્ય રીતે આમાં બનાવી શકાય છે: સિંગલ-સાઇડ મિરર, ડબલ-સાઇડ મિરર, પ્લાસ્ટિક મિરર, પેપર મિરર, હાફ લેન્સ, વગેરે. તે વિવિધ જરૂરિયાતો અનુસાર બનાવી શકાય છે.ઉદાહરણ તરીકે, મોબાઈલ ફોન અને ટીવીની સ્ક્રીન દરરોજ જોઈ શકાય છે.
લેન્સ લાક્ષણિકતાઓ:
એક્રેલિક સેકન્ડરી પ્રોસેસિંગ માટે યોગ્ય છે, જેમ કે મશીનિંગ, થર્મોપ્લાસ્ટિક મોલ્ડિંગ, બ્લો મોલ્ડિંગ, બ્લીસ્ટર, સોલવન્ટ બોન્ડિંગ, થર્મલ પ્રિન્ટિંગ, સ્ક્રીન પ્રિન્ટિંગ અને વેક્યુમ ઇલેક્ટ્રોપ્લેટિંગ.સફળતા પછી, તેને આપણે એક્રેલિક લેન્સ કહીએ છીએ.
એક્રેલિક પ્લેટને મિથાઈલ મેથાક્રાયલેટ મોનોમર (MMA) દ્વારા પોલિમરાઈઝ કરવામાં આવે છે, એટલે કે પોલિમેથાઈલમેથાક્રીલેટ (PMMA) પ્લેટ પ્લેક્સીગ્લાસ, જે એક પ્રકારનો પ્લેક્સિગ્લાસ છે જે ખાસ પ્રક્રિયા દ્વારા પ્રક્રિયા કરવામાં આવે છે.તે "પ્લાસ્ટિક રાણી" ની પ્રતિષ્ઠા ધરાવે છે.એક્રેલિકના સંશોધન અને વિકાસનો 100 વર્ષથી વધુનો ઇતિહાસ છે.
લેન્સનો ઉપયોગ:
એક્રેલિકમાં ઓછા વજન, ઓછી કિંમત અને સરળ મોલ્ડિંગના ફાયદા છે.તેની મોલ્ડિંગ પદ્ધતિઓમાં કાસ્ટિંગ, ઈન્જેક્શન મોલ્ડિંગ, મશીનિંગ, એક્રેલિક થર્મોફોર્મિંગ વગેરેનો સમાવેશ થાય છે. ખાસ કરીને, ઈન્જેક્શન મોલ્ડિંગ સરળ પ્રક્રિયા અને ઓછી કિંમત સાથે મોટી માત્રામાં ઉત્પાદન કરી શકાય છે.તેથી, તેનો વ્યાપકપણે ઇન્સ્ટ્રુમેન્ટ પાર્ટ્સ, ઓટોમોબાઈલ લેમ્પ્સ, ઓપ્ટિકલ લેન્સ, પારદર્શક પાઈપો વગેરેમાં ઉપયોગ થાય છે.
સિરામિક્સ પછી સેનિટરી વેર બનાવવા માટે એક્રેલિક શ્રેષ્ઠ નવી સામગ્રી છે.પરંપરાગત સિરામિક સામગ્રીની તુલનામાં, એક્રેલિકમાં માત્ર અપ્રતિમ ઉચ્ચ તેજ નથી, પરંતુ તેમાં નીચેના ફાયદા પણ છે: સારી કઠિનતા અને નુકસાન કરવું સરળ નથી;મજબૂત પુનઃસ્થાપન, જ્યાં સુધી ટૂથપેસ્ટમાં ડૂબેલું સોફ્ટ ફીણ સેનિટરી વેરને નવી રીતે સાફ કરી શકે છે.રચના નરમ છે, અને શિયાળામાં અસ્થિમાં ઠંડકની લાગણી નથી;તેજસ્વી રંગો વિવિધ સ્વાદના વ્યક્તિગત અનુસંધાનને પૂરી કરી શકે છે.એક્રેલિકના બનેલા ટેબલ બેસિન, બાથટબ અને ટોયલેટ માત્ર શૈલીમાં ઉત્કૃષ્ટ, ટકાઉ, પરંતુ પર્યાવરણને અનુકૂળ પણ છે.તેની રેડિયેશન લાઇન લગભગ માનવ હાડકા જેટલી જ છે.એક્રેલિક સેનિટરી વેર સૌપ્રથમ યુનાઇટેડ સ્ટેટ્સમાં દેખાયા હતા અને હવે તે સમગ્ર આંતરરાષ્ટ્રીય બજારમાં 70% થી વધુ હિસ્સો ધરાવે છે.એક્રેલિક ઉત્પાદનની મુશ્કેલી અને ઊંચી કિંમતને લીધે, બજારમાં ઘણા ઓછા ખર્ચે અવેજી છે.આ અવેજી, જેને "એક્રેલિક" તરીકે પણ ઓળખવામાં આવે છે, તે વાસ્તવમાં સામાન્ય કાર્બનિક બોર્ડ અથવા સંયુક્ત બોર્ડ છે (જેને સેન્ડવીચ બોર્ડ તરીકે પણ ઓળખવામાં આવે છે).સામાન્ય કાર્બનિક બોર્ડ સામાન્ય પ્લેક્સિગ્લાસ ક્રેકીંગ સામગ્રી અને રંગદ્રવ્ય સાથે નાખવામાં આવે છે.તેની સપાટીની કઠિનતા ઓછી છે અને ઝાંખા કરવા માટે સરળ છે.દંડ રેતી સાથે પોલિશ કર્યા પછી પોલિશિંગ અસર નબળી છે.સંયુક્ત બોર્ડની સપાટી પર માત્ર એક્રેલિકનું પાતળું પડ અને મધ્યમાં ABS પ્લાસ્ટિક હોય છે.ઉપયોગમાં લેવાતા થર્મલ વિસ્તરણ અને ઠંડા સંકોચનના પ્રભાવને કારણે ડિલેમિનેટ કરવું સરળ છે.પ્લેટ વિભાગના સૂક્ષ્મ રંગ તફાવત અને પોલિશિંગ અસર પરથી સાચા અને ખોટા એક્રેલિકને ઓળખી શકાય છે.1 આર્કિટેક્ચરલ એપ્લિકેશન: બારી, સાઉન્ડપ્રૂફ ડોર અને બારી, ડેલાઇટિંગ કવર, ટેલિફોન બૂથ, ડેકોરેટિવ કલર મિરર, વગેરે એડવર્ટાઇઝિંગ એપ્લિકેશન: લાઇટ બોક્સ, સાઇનબોર્ડ, સાઇનબોર્ડ, પ્રદર્શન રેક, વગેરે ટ્રાન્સપોર્ટેશન એપ્લિકેશન: ટ્રેન, કાર રિવર્સિંગ મિરર, કાર લેન્સ, વગેરે. 4 મેડિકલ એપ્લીકેશન: બેબી ઈન્ક્યુબેટર, વિવિધ સર્જીકલ મેડિકલ ઈન્સ્ટ્રુમેન્ટ, નાગરિક આર્ટિકલ: હેન્ડીક્રાફ્ટ, કોસ્મેટિક મિરર્સ, કૌંસ, માછલીઘર, રમકડાના મિરર્સ, વગેરે ઈન્ડસ્ટ્રીયલ એપ્લીકેશન: ઈન્સ્ટ્રુમેન્ટ પેનલ અને કવર વગેરે લાઈટિંગ એપ્લીકેશન: ફ્લોરોસન્ટ લેમ્પ, ઝુમ્મર, સ્ટ્રીટ લેમ્પ કવર, લેડ પરાવર્તક, એક્રેલિક પરાવર્તક, વગેરે.
પ્રક્રિયા લાક્ષણિકતાઓ:
1. એક્રેલિકમાં ધ્રુવીય બાજુ મિથાઈલ હોય છે, જે સ્પષ્ટ હાઈગ્રોસ્કોપીસીટી ધરાવે છે.પાણીનું શોષણ સામાન્ય રીતે 0.3% - 0.4% છે.રચના કરતા પહેલા તે એક્રેલિક પ્લેટ હોવી આવશ્યક છે
તેને 4-5 કલાક માટે 80 ℃ - 85 ℃ ની સ્થિતિમાં સૂકવવું આવશ્યક છે.2. એક્રેલિકમાં મોલ્ડિંગ પ્રોસેસિંગની તાપમાન શ્રેણીમાં અસરકારક અને સ્પષ્ટ બિન-ન્યુટોનિયન પ્રવાહી લાક્ષણિકતાઓ છે.શીયર રેટના વધારા સાથે મેલ્ટ સ્નિગ્ધતા નોંધપાત્ર રીતે ઘટશે અને મેલ્ટ સ્નિગ્ધતા તાપમાનના ફેરફાર માટે પણ ખૂબ જ સંવેદનશીલ છે.તેથી, પોલિમેથિલમેથાક્રીલેટની મોલ્ડિંગ પ્રક્રિયા માટે, મોલ્ડિંગ દબાણ અને તાપમાનમાં વધારો કરવાથી મેલ્ટ સ્નિગ્ધતા નોંધપાત્ર રીતે ઘટાડી શકાય છે અને વધુ સારી પ્રવાહીતા મેળવી શકાય છે.3. જે તાપમાને એક્રેલિક વહેવાનું શરૂ કરે છે તે લગભગ 160 ℃ છે, અને જે તાપમાને તે વિઘટિત થવાનું શરૂ કરે છે તે તાપમાન 270 ℃ કરતા વધારે છે, વિશાળ પ્રોસેસિંગ તાપમાન શ્રેણી સાથે.4. એક્રેલિક મેલ્ટની સ્નિગ્ધતા ઊંચી છે, ઠંડકનો દર ઝડપી છે, અને ઉત્પાદનો આંતરિક તણાવ પેદા કરવા માટે સરળ છે.તેથી, મોલ્ડિંગ દરમિયાન પ્રક્રિયાની સ્થિતિ સખત રીતે નિયંત્રિત થાય છે, અને ઉત્પાદનોને મોલ્ડિંગ પછી પોસ્ટ-ટ્રીટમેન્ટની પણ જરૂર હોય છે.5. એક્રેલિક એ નાના સંકોચન અને તેની વિવિધતા શ્રેણી સાથે આકારહીન પોલિમર છે, સામાન્ય રીતે લગભગ 0.5% - 0.8%, જે ઉચ્ચ પરિમાણીય ચોકસાઈ સાથે પ્લાસ્ટિકના ભાગો બનાવવા માટે અનુકૂળ છે.6. એક્રેલિક કટીંગ કામગીરી ખૂબ સારી છે, અને તેની પ્રોફાઇલ સરળતાથી વિવિધ જરૂરી કદમાં મશીન કરી શકાય છે.
પ્રક્રિયા તકનીક:
એક્રેલિક કાસ્ટિંગ, ઈન્જેક્શન મોલ્ડિંગ, એક્સટ્રુઝન, થર્મોફોર્મિંગ, લેસર કોતરણી, લેસર કટીંગ અને અન્ય પ્રક્રિયાઓને અપનાવી શકે છે.
કાસ્ટિંગ મોલ્ડિંગ
કાસ્ટિંગ મોલ્ડિંગનો ઉપયોગ પ્રોફાઇલ્સ બનાવવા માટે થાય છે જેમ કે પ્લેક્સિગ્લાસ પ્લેટ્સ અને બાર, એટલે કે, પ્રોફાઇલ્સ બલ્ક પોલિમરાઇઝેશન દ્વારા રચાય છે.કાસ્ટ ઉત્પાદનોને સારવાર પછીની જરૂર છે.સારવાર પછીની પરિસ્થિતિઓ 60 ℃ પર 2 કલાક માટે ગરમીની જાળવણી અને 120 ℃ પર 2 કલાક માટે ગરમીની જાળવણી છે.
ઇંજેક્શન ઢાળવાની પ્રક્રિયા
ઇન્જેક્શન મોલ્ડિંગ સસ્પેન્શન પોલિમરાઇઝેશન દ્વારા તૈયાર કરાયેલ દાણાદાર સામગ્રીને અપનાવે છે, અને મોલ્ડિંગ સામાન્ય પ્લેન્જર અથવા સ્ક્રુ ઇન્જેક્શન મોલ્ડિંગ મશીન પર હાથ ધરવામાં આવે છે.કોષ્ટક 1 પોલિમેથાઈલમેથાક્રીલેટ ઈન્જેક્શન મોલ્ડિંગની લાક્ષણિક પ્રક્રિયાની સ્થિતિ દર્શાવે છે.પ્રોસેસ પેરામીટર્સ સ્ક્રુ ઈન્જેક્શન મોલ્ડિંગ મશીન પ્લેન્જર ઈન્જેક્શન મોલ્ડિંગ મશીન બેરલ ℃ તાપમાન પાછળનું 180-200 180-200 મધ્યમ 190-230 આગળ 180-210 210-240 નોઝલ તાપમાન ℃ 180-210 210-240 ℃0-240 એલડી તાપમાન પ્રેશર MPa 80-120 80-130 હોલ્ડિંગ પ્રેશર MPa 40-60 40-60 સ્ક્રુ સ્પીડ rp.m-1 20-30 ઈન્જેક્શન ઉત્પાદનોને પણ આંતરિક તણાવ દૂર કરવા માટે પોસ્ટ-ટ્રીટમેન્ટની જરૂર છે, સારવાર 70-80 ℃ માં હાથ ધરવામાં આવે છે. ગરમ હવા પરિભ્રમણ સૂકવણી પકાવવાની નાની ભઠ્ઠી.ઉત્પાદનની જાડાઈના આધારે એક્રેલિક બારની સારવારનો સમય સામાન્ય રીતે લગભગ 4H લે છે.
થર્મોફોર્મિંગ
થર્મોફોર્મિંગ એ વિવિધ કદ અને આકારના ઉત્પાદનોમાં પ્લેક્સિગ્લાસ પ્લેટ અથવા શીટ બનાવવાની પ્રક્રિયા છે.જરૂરી કદના ખાલી કટને મોલ્ડ ફ્રેમ પર ક્લેમ્પ કરવામાં આવે છે, તેને નરમ કરવા માટે ગરમ કરવામાં આવે છે, અને પછી ઘાટની સપાટી જેવો જ આકાર મેળવવા માટે તેને ઘાટની સપાટીની નજીક બનાવવા માટે દબાણ કરવામાં આવે છે.ઠંડક અને આકાર આપ્યા પછી, ઉત્પાદન મેળવવા માટે ધારને સુવ્યવસ્થિત કરવામાં આવે છે.દબાણ માટે વેક્યૂમ ડ્રોઈંગ અથવા પ્રોફાઈલ સાથે પંચના સીધા દબાણની પદ્ધતિ અપનાવી શકાય છે.થર્મોફોર્મિંગ તાપમાન કોષ્ટક 3 માં ભલામણ કરેલ તાપમાન શ્રેણીને સંદર્ભિત કરી શકે છે. ઝડપી વેક્યૂમ લો ડ્રાફ્ટ બનાવતી પ્રોડક્ટ્સનો ઉપયોગ કરતી વખતે, નીચી મર્યાદાની નજીક તાપમાન અપનાવવું યોગ્ય છે.જટિલ આકાર સાથે ડીપ ડ્રાફ્ટ પ્રોડક્ટ્સ બનાવતી વખતે, ઉપરની મર્યાદાની નજીકના તાપમાનને અપનાવવું યોગ્ય છે.સામાન્ય રીતે, સામાન્ય તાપમાન અપનાવવામાં આવે છે.
અમારી પાસે તમામ કદના એરિલિક લેન્સ છે, જો તમને તેમની જરૂર હોય, તો કૃપા કરીને અમારો સંપર્ક કરો, અમે તમારી જરૂરિયાત મુજબ એરિલિક લેન્સ પણ બનાવી શકીએ છીએ.તમે અમને ડ્રોઇંગ મોકલી શકો છો, પછી, અમે તમારા માટે મોલ્ડ બનાવી શકીએ છીએ.તમારો ખુબ ખુબ આભાર.